
By DCD-Semi
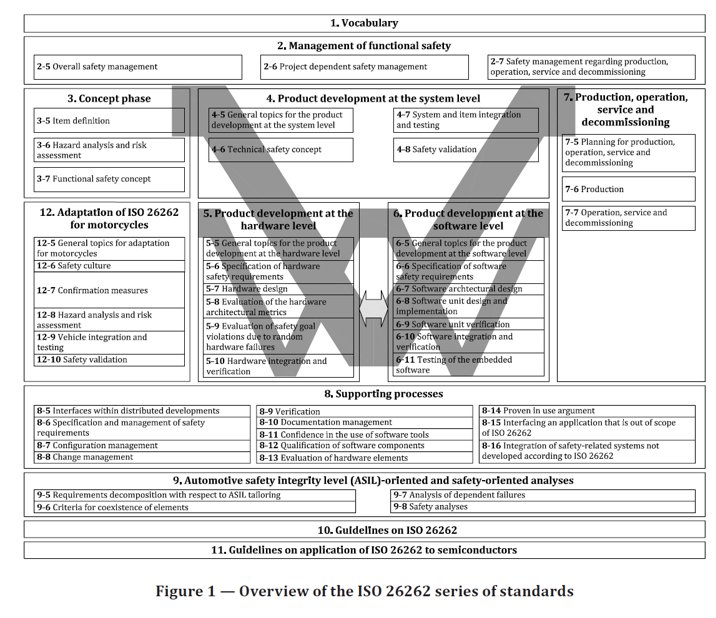
Complexity of modern cars is growing rapidly without a doubt. A lot has happened since Ford T and the times when car was just a “fully mechanical” experience. Last few decades prove that safety is crucial. There’s no wonder then, that the safety ecosystem based on proprietary certification is a must. But even the best engineer is not capable of taking care of every single design detail. Everyone makes mistakes. That’s why the automotive industry has adopted stringent processes throughout the supply chain. The final product is modularized, but every submodule, consisting of multiple submodules must be properly documented as well. Why? Because every lifecycle detail must be traceable. The most common automotive standard is the ISO26262, that indicates the whole safety development lifecycle, from item definition up to decommissioning.
HOUSTON, WE’VE GOT A PROBLEM?
On the other side, is the new design and verification flow really not excessive? Let us consider a simple case – a Tesla car accident. Tesla is a manufacturer that can be described easily – from zero to… hero. Built from scratch, with keen-on learning engineers, ready to find solutions to encountered problems. Tesla has focused on autonomous cars. But their cars still had some crashes, where the car did work as expected, but still an accident occurred. Why? Due to wrong design assumptions. The engineer cannot rely on the design itself, but the design must consider the working environment context and consider random faults. To gather an objective evaluation of the functional safety of a product the Automotive Safety Integrity Level (ASIL) has been introduced. In one sentence - it shows if the design provides a reasonably low level of failures in time (FiT). This one depends on systematic failures and random hardware failures. The systematic failures can be omitted by a change in design, proper design procedures and testing. Random hardware failures cannot be omitted, but the risk caused by a hazard can be mitigated.
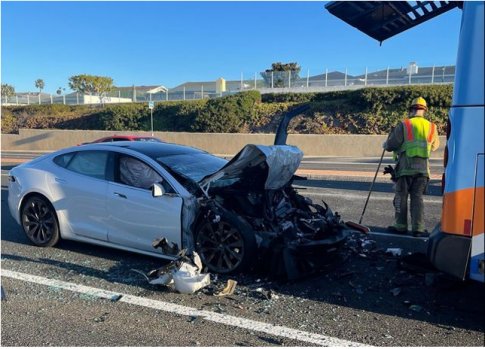
Photo: Newport Beach Fire Department
Source: Autoweek.com
DCD has also introduced the safety design flow. As an IP provider we do not consider the whole design, but only the IP design, testing and safety analysis. The DCAN is developed as ISO26262 Safety Element out of Context (SEooC). The SEooC (in the case of the DCAN the soft IP SEooC) is an element developed and analyzed in an assumed context of use, e.g. target FPGA board, memory used, etc. The SEooC is delivered with complete ISO26262 required documentation. Why? To help the system integrator, who must reevaluate the safety analysis based on the target system and the safety analysis of other system elements. The SEooC provides deep knowledge about the DCAN IP, its failure modes, safety mechanisms that enable to reach the required ASIL level, complete Failure Modes Effects and Detection Analysis (FMEDA) with step-by-step instruction to help to integrate the IP into the customer’s system and to conduct the system-level safety analysis.
Let’s now focus on the safety analysis. The main work product is the Failure Modes Effects and Diagnostic (FMEDA) analysis, but it will be described later on. As the input product to the FMEDA analysis, we need to do a Hazard Analysis and Risk Assessment (HARA). We need to define the Safety Goal(s) of our design and then ask: what can go wrong? We need to detect most functional failure modes, that can lead to a Safety Goal violation. To do so, one should estimate these three factors:
- Exposure – how likely is the case to happen? How possible is the system to fail?
- Controllability – what is our ability to control the failure? Is the driver able to handle it?
- Severity – how harmful can be the occurrence of the hazard? What harm can be caused to the driver?
Knowing what can endanger the Safety Goal, we need to formulate the functional safety requirements needed to avoid any unreasonable risk for each of the hazardous events. Based on functional safety requirements we need to formulate then, the technical safety requirements, that indicate the safety mechanisms needed for detection of the failure modes.
SAY HELLO TO THE FMEDA
This is a good moment to introduce the FMEDA analysis, which gathers all the information together. FMEDA is done in a form of a table. There is a plenty dedicated software solutions that should help in the analysis. But all of them have one common disadvantage – PRICE, which is (not only) relatively too high. Is the forementioned software the only way? Thanks God not– as a simple Excel sheet is good enough for the analysis. Each failure mode in our FMEDA must have a unique ID assigned to it and a description of the possible effect on the analyzed item. In next columns we need to estimate the distribution of permanent and transient failures to calculate their failure rates measured in FiT. This is the failure rate for the particular failure mode in the absence of any safety mechanisms. Then we need to assign whether the failure leads to a single point fault or the multiple point faults. After that we think of the safety mechanisms that can detect the fault and estimate their diagnostic coverage.
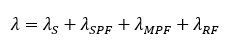
The failure rate of a safety-related hardware element i.e. SEooC consists of safe faults failure rate, single-point faults failure rate, multi-point faults failure rate and residual faults failure rate:
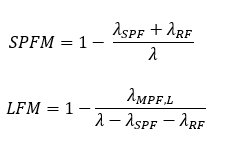
The ASIL level is determined by the Single Point Fault metric (SPFM) and Latent Fault metric (LFM):
The table below presents the required metric values to achieve the proper ASIL level:
| ASIL B | ASIL C | ASIL D | |
| SPFM | ≥90% | ≥97% | ≥99% |
| LFM | ≥60% | ≥80% | ≥90% |
At this moment we can’t share more information about the details of the analysis, the safety mechanisms added to DCAN SEooC and metrics calculation, because it’s the company know-how combined with the ISO26262 knowledge. . Wanna know more? Contact DCD’s team, who can help you to find the most appropriate solution.
And last but not least – why it’s worth to integrate a SEooC in your design instead of to conduct the safety analysis on your own? Here’re some tips:
- Easy integration
- Best IP knowledge by the DCD team
- Support (really helpful in possible safety anomaly resolution process)
- Time to market
- Costs
CONCLUSION
A well-tailored design process with traceable steps and work products is obligatory today. But despite the necessity, it brings also benefits both for the IP provider and integrator. The formalized design procedures at every design lifecycle step, traceable changes, and responsible people, testing and verification as well as the quantitative evaluation, all of that provide best quality products with a lot of added value. It also helps in project maintenance. The integrator benefits in lower time to market, better safety analyze results, easier integration, and support.